The increased use of additive manufacturing (AM) in the aerospace and medical markets fosters a growing need to finish the surfaces of additive parts to meet final application requirements. Since the additive manufacturing process is capable of producing components close to near-net shape, there is often little stock that remains for providing final finish. This benefits the overall manufacturing process by reducing waste, but it also means that subsequent finishing processes have limited room for postprocessing errors and inconsistencies. Postprocessing, therefore, needs to be consistent in achieving part tolerances and surface quality. This article will demonstrate that grinding offers an effective option with additive manufacturing when close tolerances and finer finishes are required. When compared with other traditional material removal processes such as milling and turning, grinding typically offers the best surface quality and surface integrity characteristics. In order to gain more insight into finishing for additive manufacturing specifically as it might apply to nickel-based superalloy components used in aerospace, engineers at Norton | Saint-Gobain conducted a finish grinding study on Inconel 718 specimens made additively. The engineers were seeking answers to three pertinent questions:
- What is the minimum stock/volume that needs to be ground off an additively manufactured component?
- What range of surface finishes can be obtained from grinding an additively manufactured component with the latest generation of abrasive grinding wheels?
- What, if any, is the impact on surface residual stresses on an AM component after finish grinding?
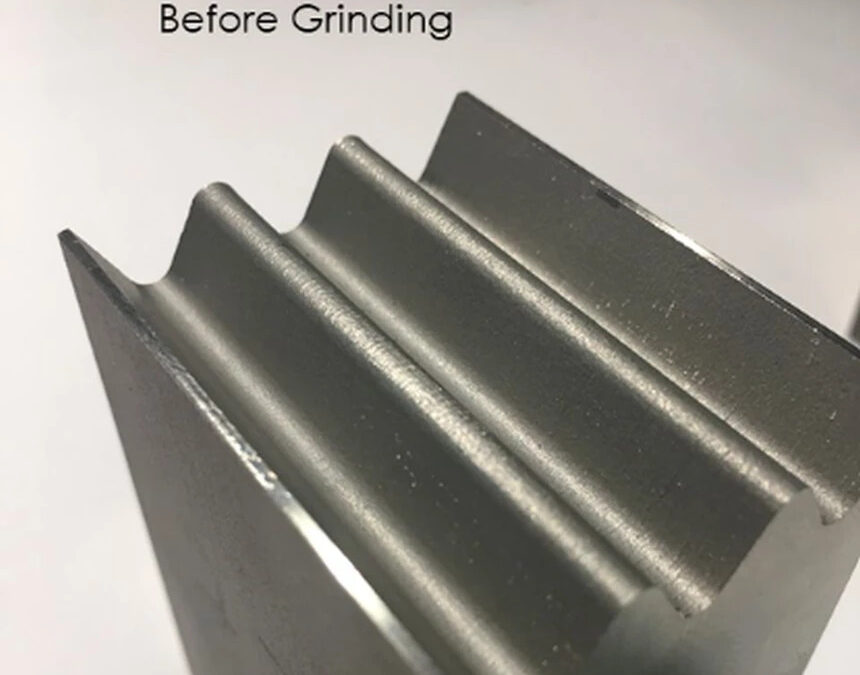
AM IN718 specimens manufactured using the direct metal laser sintering (DMLS) process were obtained from Stratasys Direct Manufacturing. Figure 1 shows an image of the AM test specimen. After additive manufacturing, these specimens were media blasted and went through stress relief, hot isostatic pressing, solution treatment/anneal and precipitation hardening. Table 1 shows the heat treatment parameters used. The hardness of the specimens measured 40 HRC. The specimens were then ground using a Norton NQX60E24VTX2 grinding wheel on a Magerle MFP-125.50.65 creep-feed grinder located at the Norton | Saint-Gobain Higgins Grinding Technology Center. Figures 2 and 3 show a picture of the test setup.
Read more: Grind to Finish: A Postprocessing Solution for Additive Manufacturing