

Precision Conventional
& CNC Machining and
Grinding Services

Precision Cylindrical, Surface & Jig Grinding
We provide cylindrical, surface and jig grinding to refine surface finishes and meet tight tolerance requirements.
We can grind most metals from aluminum to hardened tool steel.

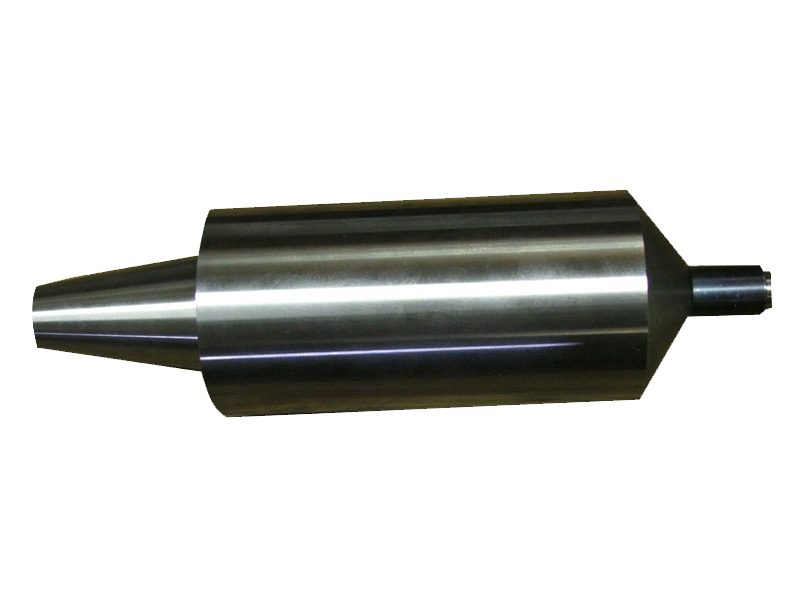
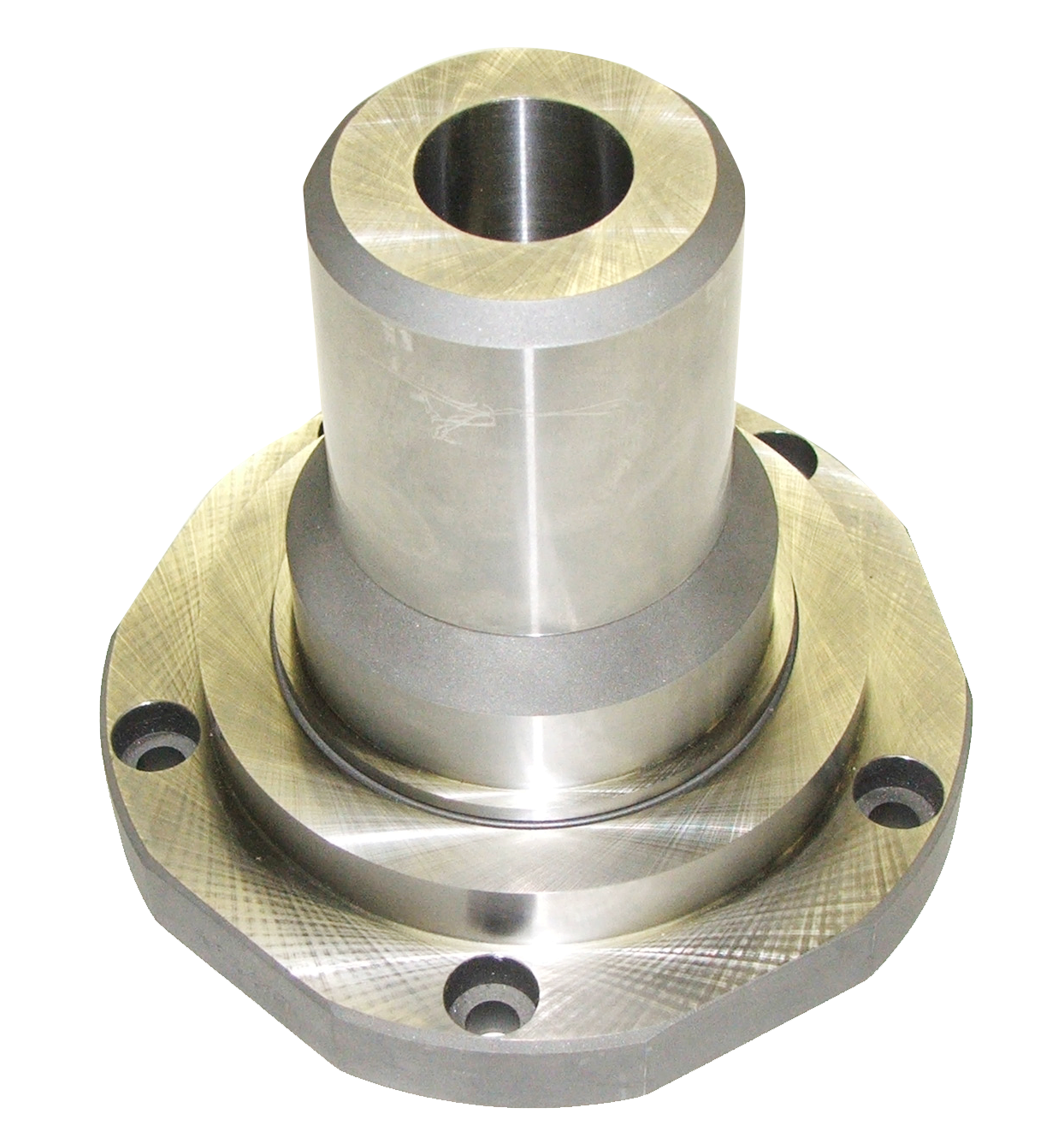
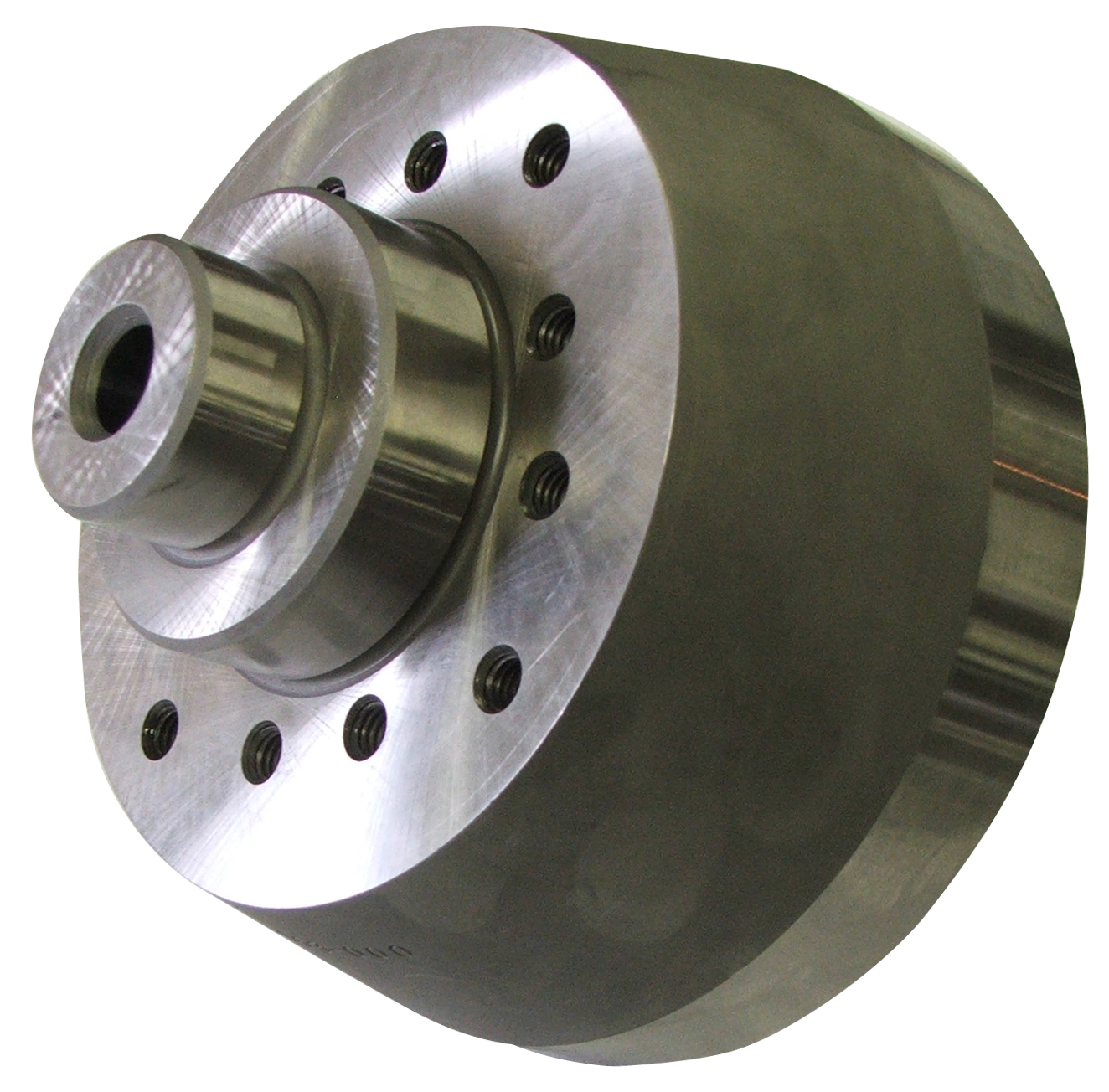
Custom
Precision
Tooling
Precision
Tooling
The custom precision tooling we produce at Toolcraft, LLC is used in the automotive, medical equipment, food service, and other advanced manufacturing industries.



What Makes Toolcraft Unique?

Specialists in
Close Tolerance
Machining
Close Tolerance
Machining
Inspection Reports
Provided With
Every Job
Provided With
Every Job
Experienced
Journeymen
Toolmakers
Journeymen
Toolmakers
Delivery On Time,
Every Time!
Every Time!
Project Showcase




Industry News

Toolcraft: Optimizing the Perspective on Cylindrical OD Plunge Grinding
In the realm of cylindrical OD plunge grinding, there are opportunities to optimize parameters without[...]

Toolcraft: Unveiling the Diversity of Drilling Machines – A Comprehensive Analysis
As highlighted by Market Prospects in their article "What Types of Drilling Machines Exist and What Are[...]
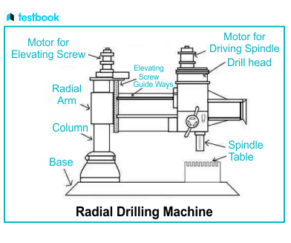
Toolcraft: Mastering Precision Explores Radial Drilling Machine Technology
In the comprehensive guide "Radial Drilling Machine: Learn Diagram, Parts, Working, Advantages and[...]