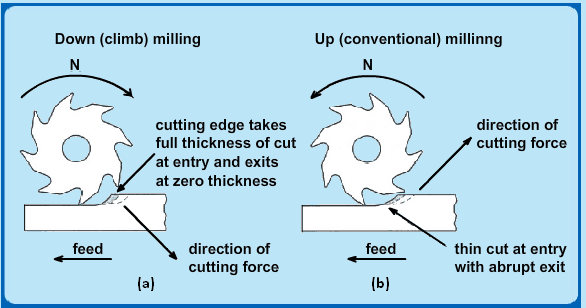
Milling is a process of producing flat and complex shapes with the use of multi-point (or multi-tooth) cutting tool. The axis of rotation of the cutting tool is perpendicular to the direction of feed, either parallel or perpendicular to the machined surface. Milling is usually an interrupted cutting operation since the teeth of the milling cutter enter and exit the workpiece during each revolution. This interrupted cutting action subjects the teeth to a cycle of impact force and thermal shock on every rotation. The tool material and cutter geometry must be designed to withstand these conditions. Figure depicts two basic types of milling operations: down milling, when the cutter rotation is in the same direction as the motion of the workpiece being fed, and up milling, in which the workpiece is moving towards the cutter, opposing the cutter direction of rotation.
In down milling, the cutting force is directed on to the work table, which allows thinner parts to be machined without susceptibility to breakage. Better surface finish is obtained in down milling but the stress load on the teeth is abrupt, which may damage the cutter. Backlash eliminator has to be used in this operation. In up milling, the cutting action tends to lift the workpiece and hence, Proper fixture is required in this operation
Up-cut or conventional milling
This is shown in Fig. You can see that the work is fed towards the cutter against the direction of rotation.
• This prevents the work being dragged into the cutter if there is any backlash in the feed mechanism.
• Unfortunately this technique causes the cutting edges to rub as each tooth starts to cut and this can lead to chatter and blunting of the cutting edge.
• The cutting action tends to lift the work off the machine table.
• For safety this is the technique you should always adopt unless your instructor advises you to the contrary because he or she knows that your machine is equipped to operate safely using the following technique.
Down-cut or climb milling
This is shown in Fig. direction as the cutter is rotating.
Safety: The climb milling technique can be used only on machines fitted with a ‘backlash eliminator’ and which are designed for this technique. If it can be used safely this technique has a number of advantages, particularly for heavy cutting operations.
• The cutter does not rub as each tooth starts to cut. This reduces the risk of chatter and prolongs the cutter life.
• The cutting forces keep the workpiece pressed down against the machine table.
• The action of the cutter helps to feed the work forward and takes most of the load off the feed mechanism.



