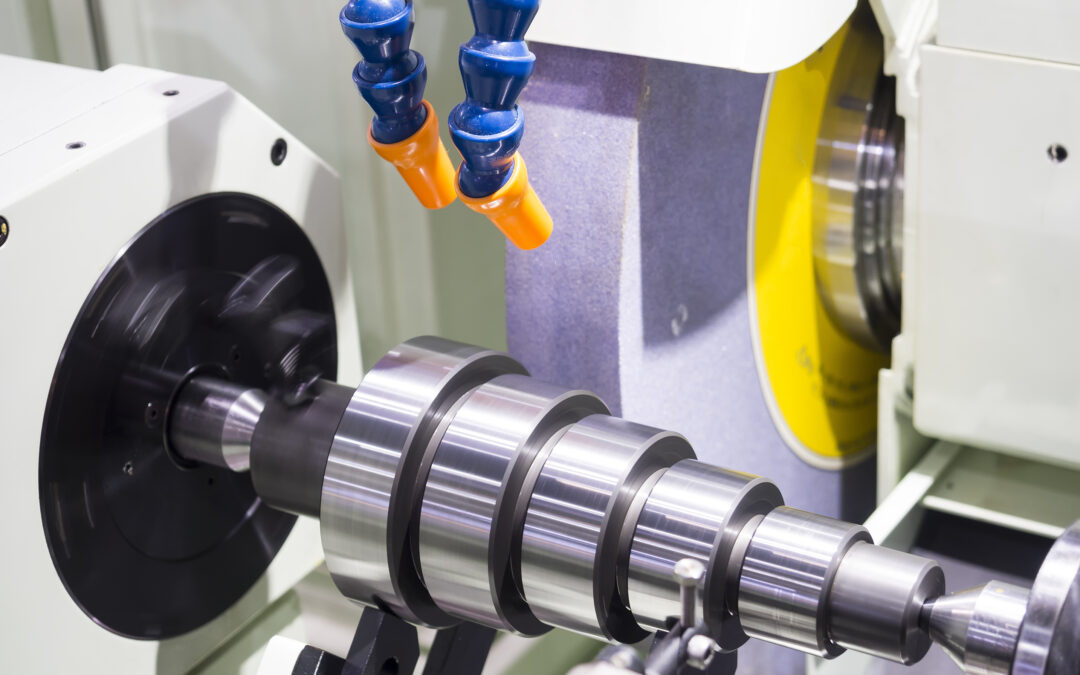
What is Cylindrical grinding?
External cylindrical grinding is one of the most common grinding processes and is mainly used for grinding rotationally symmetrical workpieces. It differs in the type of workpiece clamping and feed directions:
Peripheral-cross grinding between centers (plunge grinding)
Peripheral-longitudinal grinding between centers (oscillation grinding)
Centerless-peripheral-cross grinding (centerless plunge grinding)
Centerless-peripheral-longitudinal grinding (centerless through feed grinding)
The most common type of clamping in external cylindrical grinding is between centers. This means that the workpieces must be centered at the front and are driven by a workpiece driver.
For external cylindrical grinding, long, heavy or thin workpieces must be additionally supported by steady rests so that the necessary form and geometry requirements can be met. In the series production of tools like: drills, cutters, step drills, peel grinding is increasingly used. Here the cutting is done by a higher infeed divided into a few cuts and a reduced feed motion (oscillation motion).
In centerless grinding the workpiece is fixed by 3 points. This fixation is determined by the components grinding wheel, control wheel and support ruler. The workpiece is simultaneously guided and machined on the periphery. In centerless plunge grinding, the grinding wheel moves radially towards the workpiece. The following workpieces are produced with this grinding process: Jet needle for injection systems, bearing seats of camshafts, valve tappets for the automotive industry, to name but a few. In centerless through feed grinding, which is a typical serial grinding process, pistons for the automotive industry, shafts, rods and also elements for the rolling bearing industry are produced.
- Internal cylindrical grinding:
- Internal cylindrical grinding is one of the most common and also most difficult grinding operations. A distinction is made here between:
Peripheral-cross grinding (plunge grinding), and
Peripheral longitudinal grinding (oscillation grinding)
The reasons for the problems in internal grinding operations are the large contact arcs in the contact zone between the grinding wheel and the workpiece bore, a vibration behavior of the components involved in the active grinding process (high-frequency spindle, mandrel for the grinding wheel, workpiece and bore geometry) which is difficult to control. In internal cylindrical oscillation grinding, a radial infeed is performed first, followed by the oscillation movement, since the surface to be ground is usually narrower than the internal grinding wheel. For both oscillation grinding and plunge-grinding, care should be taken to ensure that the diameter ratio of the internal grinding wheel is 0.7 – 0.8 of the bore diameter. This is important for optimum chip removal and coolant supply. The following must be observed for the mandrel:
- It should run exactly round to reduce vibrations
- Only hardened material, heavy metal or tungsten metal should be used
- Always select the shortest possible mandrel length
Read more: What is Cylindrical grinding?



